






技術・製品 - 金型塗型離型剤
先進技術のフィードバックが軽金属鋳造の新たな時代を切り開く
私たちの製品ラインアップは自動車産業にとどまりません。製品パーツの軽量化、高精度化、コストダウン要望への対応として、アルミ鋳造製品の需要は高まっています。
こうした時代にあって、私たちは独自の研究開発部門をさらに充実させました。
これまで培ってきた先端技術を進化させるとともに、新技術、新素材の研究開発にも努め、それを新製品にフィードバック。各種ニーズに即応できる製品ラインアップとなっています。
さらにお客様のご要望により、金型製作から製品造りまでの一貫したご注文も受け付けており、新しい領域を強力にサポートします。
LNO(アルミ鋳造用金型離型剤)

当社のアルミ鋳造製品専用の金型離型剤は、手軽に使えて耐用性もロングライフ。
金型へのアルミ付着を大幅に軽減し、金型のメンテナンス工数を削減、さらに生産効率の向上を図り大切な金型の寿命を伸ばします。
液体色:ホワイト / 内容量:5kg / 価格:オープン




特長
- 抜け勾配の少ない部位 、常に高温下である湯道、湯口等のカジリ、焼き付き部の解消。
- 筆、刷毛で塗布できるので金型細部への施工が可能。
- 低粘性により長期保存後でも剤料攪拌が容易。
- アルミは着かないのにあらゆる塗型には吸着。
※用途に応じてケロシン(灯油)1~5倍程度で希釈してご使用下さい。
主な用途
-
鋳造金型・・・低圧鋳造、重力鋳造型でのカジリ、アルミ付着の著しい箇所。
下地塗型剤の劣化が激しい箇所への補修。 - 付帯装置・・・ダイカスト用給湯ラドル、給湯トリベ、インゴットケ-ス内、等への直接ライニング。
※用途に応じてケロシン(灯油)1~5倍程度で希釈してご使用下さい。
使用方法
- 塗型するものを70~100°Cへ予熱し配合された『LNO』を塗布する。
- 金型塗型完了後(型温100°Cで想定)、必要部へ筆又は刷毛で直接塗布し、エア-を吹き付けながら平滑な面を出し希望する膜厚へ調整する。
- 付帯装置へ塗布する場合はショットブラスト処理等を使用して油脂分、ゴミ、アルミ付着等を完全に除去し100°C前後で予備予熱した後、直接ライニング。
取扱上の注意
- 使用時は防塵マスク、保護メガネ、手袋を着用して下さい。
- 皮膚、衣類についた場合は即座に石鹸で洗い流して下さい。目・口等に入った場合は水道水で十分に洗い、医師の診断を受けて下さい。
- 長期保存は蓋周辺の付着を完全に拭き取り密閉状態で冷暗保存して下さい。
- 本品塗布部分が製品面によっては光る場合があるので外観部品等の商品はご注意下さい。
- 消費期限:製造年月日より1年
LNO-HG(アルミ鋳造用金型離型剤)

LNOをレベルアップさせ、施工温度が自由に選択でき、さらに使いやすくなりました。
液体色:グレー / 内容量:5kg / 価格:オープン

特長
- 300~400°Cで施工が行え、鋳造中の金型への塗布が可能。
- 液だれしないので常温下での施工も可能。
- グラファイト添加により更に塗膜が強化しました。
- NOバインダ-で形成されており、剤料の沈殿は殆どしません。
- 配合が要らず、原液使用できるので取り扱いが簡単です。
主な用途
- 鋳造金型・・・低圧鋳造、重力鋳造型でのカジリ、アルミ付着の著しい箇所。
- 塗型下地剤の劣化が激しい箇所への補修。
- 更にパ-ティング面へ塗布して鋳バリの発生が防げます。
- 付帯装置・・・ダイカスト用給湯ラドル、給湯トリベ、インゴットケ-ス内、等への直接ライニング。
使用方法
- 本品を塗型剤を施工した金型の必要部分へ塗布し乾燥炉又は直火で油脂分を乾燥させてから鋳造を行って下さい。
-
付帯装置へ塗布する場合はショットブラスト処理等を使用して油脂分、ゴミ、アルミ付着等を完全に除去し、直接ライニングして下さい。
(塗型するものを予熱すると材料が伸びて塗布面積が広がり作業が楽になります。) - 鋳造中の鋳型に塗布すると燃焼ガスの発生が生じることがあるので充分な乾燥を行ってください。
取扱上の注意
- 使用時は防塵マスク、保護メガネ、手袋を着用して下さい。
- 皮膚、衣類についた場合は即座に石鹸で洗い流して下さい。目・口等に入った場合は水道水で十分に洗い、医師の診断を受けて下さい。
- 長期保存は蓋周辺の付着を完全に拭き取り密閉状態で冷暗保存して下さい。
- 本品塗布部分が製品面によっては光る場合があるので外観部品等の商品はご注意下さい。
- 消費期限:製造年月日より1年
LNO-MG(アルミ鋳造用金型離型剤)

LNO(アルミ鋳造用金型離型剤)のグレードアップ版!速乾性で燃焼ガス量を大幅に減少!
液体色:グレー / 内容量:5kg / 価格:オープン



特長
- 従来のLNO-HGよりも油脂分の蒸発性を高め、鋳造中の鋳型へ塗布した直後から良品として製品の流動が可能となりました。(当社比)
- 鋳造中の塗布という条件下に於いても、塗型剤の効果は低下致しません。(当社比)
主な用途
- 鋳造作業中のカジリ、アルミ付着の著しい箇所、下地塗型剤の劣化が激しい箇所への連続補修。
- 鋳バリ発生部位のライニング補修。
- 連続稼働中のダイカスト用ラドル、給湯トリベ等の保護剤ライニング。
使用方法
- ・本品を塗型剤を施工した金型の必要部分へ塗布し、乾燥炉又は直火で油脂分を乾燥させてから鋳造を行って下さい。
-
付帯装置へ塗布する場合はショットブラスト処理等を使用して油脂分、ゴミ、アルミ付着等を完全に除去し、直接ライニングして下さい。
(塗型するものを予熱すると材料が伸びて塗布面積が広がり作業が楽になります。)
取扱上の注意
- 使用時は防塵マスク、保護メガネ、手袋を着用して下さい。
- 皮膚、衣類についた場合は即座に石鹸で洗い流して下さい。目・口等に入った場合は水道水で十分に洗い、医師の診断を受けて下さい。
- 長期保存は蓋周辺の付着を完全に拭き取り密閉状態で冷暗保存して下さい。
- 本品塗布部分が製品面によっては光る場合があるので外観部品等の商品はご注意下さい。
- 消費期限:製造年月日より1年
SL-627-AZ(アルミ鋳造用金型離型剤)

現場の困りごと改善に対応、ダイカスト用トリベ、ラドルに特化し、アルミ付着防止を向上させました。
液体色:赤紫色 / 内容量:1kg / 価格:オープン
特長
- 300~400℃で施工が行え、鋳造中の金型への塗布が可能。
- 液だれしないので常温下での施工も可能。
- グラファイト添加により更に塗膜が強化しました。
- NOバインダーで形成されており、剤料の沈殿は殆どしません。
- 配合が要らず、原液使用できるので取扱いが簡単です。
- 高温耐久性を向上させ、流速の速い溶湯が触れる場所などの離型性に優れる。
主な用途
- 付帯装置・・・ダイカスト用給湯ラドル、給湯トリベに特化したコーティング剤。
使用方法
- 本品を塗型剤を施行した金型の必要部分へ塗布し、乾燥炉又は直火で油脂分を乾燥させてから鋳造を行って下さい。
-
付帯装置へ塗布する場合はショットブラスト処理等を使用して油脂分、ゴミ、アルミ付着等を完全に除去し、直接ラインイングしてください。
(塗型するものを予熱すると材料が伸びて塗布面積が広がり作業が楽になります。) - 本材料の性能を最大限に引き出す為に材料の撹拌は充分に行ってください。
取扱上の注意
- 使用時は防塵マスク、保護メガネ、手袋を着用してください。
- 皮膚、衣類についた場合は即座に石鹸で洗い流して下さい。目・口等に入った場合は水道水で十分に洗い、医師の診断を受けて下さい。
- 長期保存は蓋周辺の付着を完全に拭き取り密閉状態で冷暗保存して下さい。
- 消費期限:製造年月日より1年
RIO-A(アルミ鋳造用金型コーティング剤)

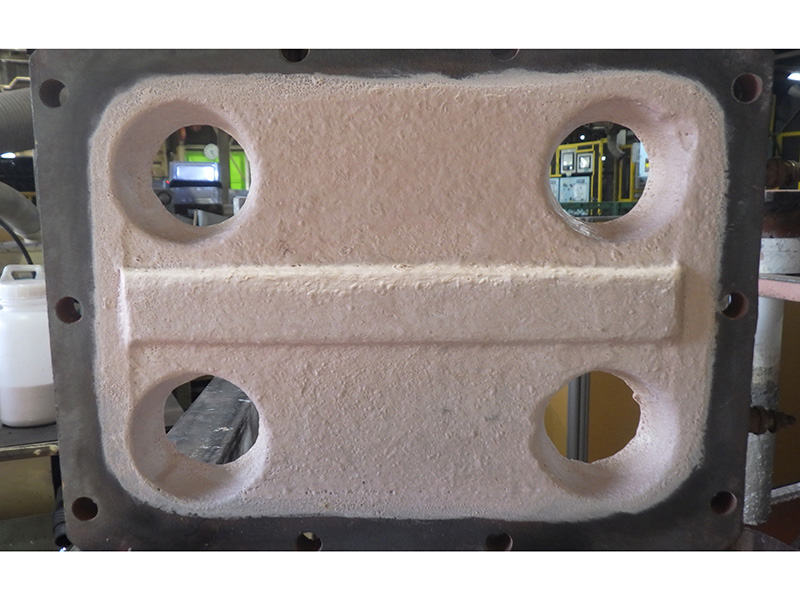
低圧鋳造・重力鋳造用の湯口、押し湯、ランナー部等の方案用金型塗型剤です。
耐熱温度1200度。
液体色:ピンク / 内容量:5kg, 10kg / 価格:オープン

特長
- 耐水性に優れており、空気中の水分の吸収はほとんどありません。
- 製品部の塗型ライフと同様のライフが得られメンテナンス(補修)が同時に出来ます。
- 保温性を製品部剤より約2倍UP(冷却速度0.57 → 0.30°C/Sec)させ、指向性凝固を取りやすくしました。
主な用途
- 低圧鋳造・重力鋳造用の湯口、押し湯、ランナー部等の方案用金型塗型剤。
- 凝固を極端に遅らせたい部位への筆塗り用塗型剤。
使用方法
- 原液を十分に攪拌し、原液2に対し水道水1(重量比)にて希釈して、さらに攪拌を実施。
- 本品を塗型する面のゴミ、油分、酸化膜を完全に除去し発泡を押し潰しながら筆にて重ね塗りする。
-
施工直前の金型温度を190°Cから終了温度を150°C以上を保ち、塗膜厚=0.5~0.7mm
(当社実績)で均一に施工されると最良の塗膜強度が得られます。
※本材料の性能を最大限に引き出す為に材料の攪拌は充分に行ってください。
取扱上の注意
- 使用時は防塵マスク、保護メガネ、手袋を着用して下さい。
- 皮膚、衣類についた場合は即座に石鹸で洗い流して下さい。目・口等に入った場合は水道水で十分に洗い、医師の診断を受けて下さい。
- 長期保存は蓋周辺の付着を完全に拭き取り密閉状態で冷暗保存して下さい。
- 本品塗布部分が製品面によっては光る場合があるので外観部品等の商品はご注意下さい。
- 消費期限:製造年月日より1年
※本材料の性能を最大限に引き出す為に材料の攪拌は充分に行ってください。
R367-SS(アルミ鋳造用金型コーティング剤)

希釈済で作業性を向上、押し湯部、ランナー部の方案部用金型塗型剤
液体色:赤色 / 内容量:5kg / 価格:オープン
特長
- 耐水性に優れており、空気中の水分の吸収はほとんどありません。
- 製品部の塗型ライフと同様のライフが得られたメンテナンス(補修)が同時に出来ます。
- 保温性を製品部剤より約2倍UP(冷却速度0.57→0.30℃/Sec)させ、指向性凝固を取りやすくしました。
- 希釈済のため、希釈作業いらずで施工が可能。
主な用途
- 低圧鋳造・重力鋳造用の湯口、押し湯、ランナー部等の方案用金型塗型剤。
- 凝固を極端に遅らせたい部位への筆塗り用塗型剤。
使用方法
- 希釈済ですが充分に撹拌してからご使用下さい。
- 本品を塗型する面のゴミ、油分、酸化膜を完全に除去し発泡を押し潰しながら筆にて重ね塗りする。
- 施工直前の金型温度を190℃から終了温度を150℃以上を保ち、塗膜厚=0.5~0.7mm(当社実績)で均一に施工されると最良の塗膜強度が得られます。
- 本材料の性能を最大限に引き出す為に材料の撹拌は充分に行ってください。
取扱上の注意
- 使用時は防塵マスク、保護メガネ、手袋を着用してください。
- 皮膚、衣類についた場合は即座に石鹸で洗い流して下さい。目・口等に入った場合は水道水で十分に洗い、医師の診断を受けて下さい。
- 長期保存は蓋周辺の付着を完全に拭き取り密閉状態で冷暗保存して下さい。
- 消費期限:製造年月日より1年
HK109-19A(アルミ鋳造用金型コーティング剤)

低重力鋳造用の金型塗型剤。耐熱温度1200度。
液体色:ピンク / 内容量:5kg・ポリ容器 / 価格:オープン
特長
- 耐水性に優れており、空気中の水分吸収はほとんどありません。
-
弊社旧塗型剤(DH1)とくらべ、高強度・高耐久性に優れています。重力鋳造製法で2000shot以上でも剥離はありません。
(当社実績) - HK109-19Zに比べ、塗膜表面粗さが粗く、溶湯の湯廻り性が良好です。
主な用途
- 重力鋳造用の金型塗型剤。
- 耐熱性/湯流れ性を兼ね備え、薄肉/軽量鋳物の塑型に適した塗型剤です。
- 各種アルミ合金での使用が可能で、高ケイ素合金にも対応できます。
使用方法
- 原液を十分に攪拌し、原液1に対して水道水1(重量比)で希釈し、さらに攪拌してください。
- 施工する金型を250℃前後で予熱し、ショットプラスト等で、ゴミ/油分/酸化膜を完全に除去する。
- 施工直前の金型温度在230℃で保ち、スプレーガンで金型へ均等に塗布する。(塗型終了温度として190℃程度が望ましい)
※本材料の性能を最大限に引き出す為に材料の攪拌は充分に行ってください。
取扱上の注意
- 使用時は防塵マスク、保護メガネ、手袋を着用して下さい。
- 皮膚、衣類についた場合は即座に石鹸で洗い流して下さい。目や口等に入ったら水道水で十分に洗い、医師の診断を受けて下さい。
- 長期保存は蓋周辺の付着を完全に拭き取り密閉状態で冷暗保存して下さい。
- 消費期限:製造年月日より1年
※本材料の性能を最大限に引き出す為に材料の攪拌は充分に行ってください。
HK109-19Z(アルミ鋳造用金型コーティング剤)
重力鋳造用の金型塗型剤。耐熱温度1200度。
液体色:ピンク / 内容量:5kg・ポリ容器 / 価格:オープン
特長
- 耐水性に優れており、空気中の水分吸収はほとんどありません。
-
弊社旧塗型剤(DH1)とくらべ、高強度・高耐久性に優れています。重力鋳造製法で2000shot以上でも剥離はありません。
(当社実績) - HK109-19Aに比べ、塗膜表面粗さが細かく鋳肌製品面(意匠面)に適しています。
主な用途
- 重力鋳造用の金型塗型剤。
- 耐熱性/湯流れ性を兼ね備え薄肉/軽量鋳物の塑型に適した塗型剤です。
- 各種アルミ合金での使用が可能で、高ケイ素合金にも対応できます。
使用方法
- 原液を十分に攪拌し、原液1に対して水道水1(重量比)で希釈し、さらに攪拌してください。
- 施工する金型を250℃前後で予熱し、ショットプラスト等で、ゴミ/油分/酸化膜を完全に除去する。
- 施工直前の金型温度在230℃で保ち、スプレーガンで金型へ均等に塗布する。(塗型終了温度として190℃程度が望ましい)
※本材料の性能を最大限に引き出す為に材料の攪拌は充分に行ってください。
取扱上の注意
- 使用時は防塵マスク、保護メガネ、手袋を着用して下さい。
- 皮膚、衣類についた場合は即座に石鹸で洗い流して下さい。目や口等に入ったら水道水で十分に洗い、医師の診断を受けて下さい。
- 長期保存は蓋周辺の付着を完全に拭き取り密閉状態で冷暗保存して下さい。
- 消費期限:製造年月日より1年
※本材料の性能を最大限に引き出す為に材料の攪拌は充分に行ってください。
本田金属技術へのお問い合わせ
本田金属技術の詳細、質問、お見積りなどお気軽にお問い合わせください。
お問い合わせフォームへ