鋳造技術の基本である、清浄に溶けてるアルミニウム=アルミニウム溶解技術と素早く静かに乱れなく注ぎ・素早く固める=アルミニウム鋳造技術、HFEMDC®︎では、アルミニウム鋳造技術として理想的な「素早く・静かに・乱れなく注ぎ/素早く・固める」を追い求めて開発しました。



圧力に依存しない新たなる方法で注ぐ事が出来ないか?を模索。電磁力に着目して、溶けたアルミニウムを注ぐ事にトライしました。


3相交流電流による渦電流を発生させ、それに伴うローレンツ力により、溶けてるアルミニウムが駆動します。





急冷凝固を可能にさせるには、溶けたアルミニウムを直接金型に触れさせ、金型を急速に冷却させればよい。
しかし
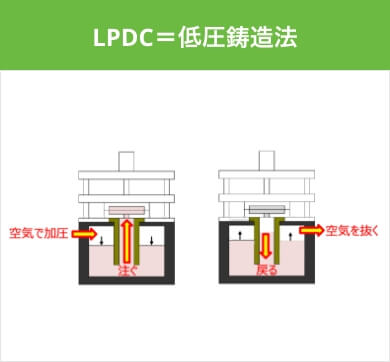
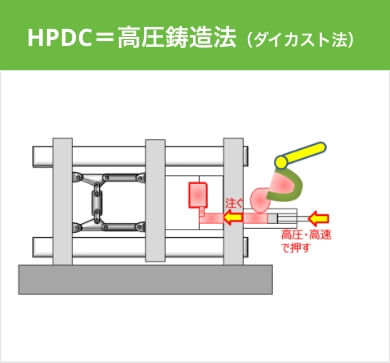
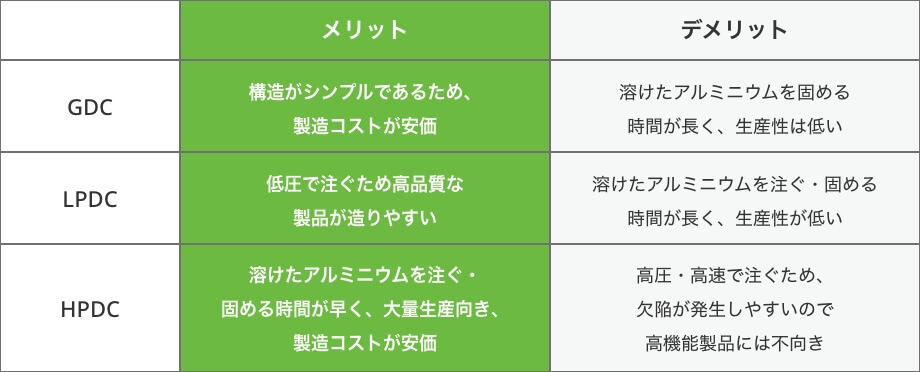
重力鋳造や低圧鋳造では、溶けたアルミニウムを金型に直接触れさせる事は、金型の劣化を早めさせるためやってはいけない事とされてきました。
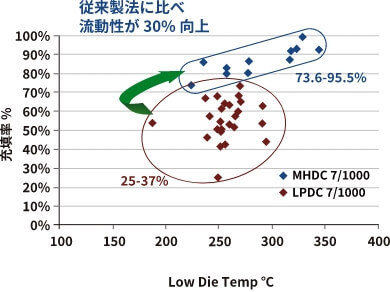
この相反する事象を打破すべく、無機粉体離型剤静電塗布を確立し、溶けたアルミニウムの流動性向上を見込める電磁ポンプ注湯と
組合せる事で理想の鋳造形態にする事ができました。